


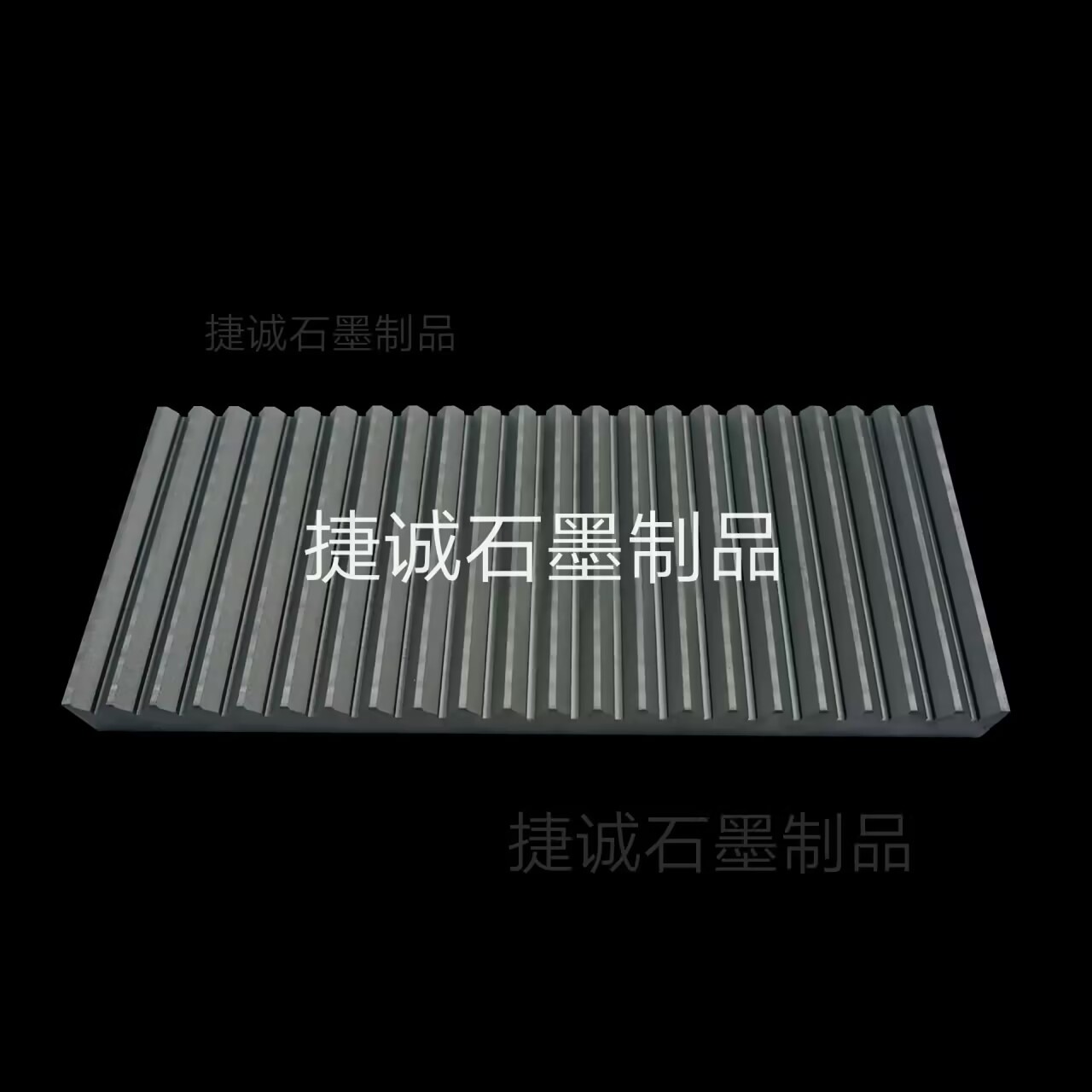
石墨舟皿,V型石墨舟皿,高純度石墨舟皿,石墨模具,鎢鋼燒結用v型石墨舟皿,高純燒結石墨制品,石墨方舟石墨舟皿,石墨舟皿生產廠家
V型石墨舟皿的作業原理主要基于其共同的結構規劃、資料特性及工藝適配性,經過物理支撐、熱傳導操控與化學維護機制,完結硬質合金、半導體等資料的高精度燒結或鍍膜。以下是具體闡明:
一、物理支撐與限位:V型槽的精細定位
軸心精度保障
V型槽的斜面規劃經過幾許限位,保證燒結過程中硬質合金段差圓棒/管的軸心偏差≤0.01mm。例如,在切削刀具制作中,這種精細定位可防止刀具旋轉時的跳動,提高加工精度。
異形件適配
經過替換不同規格的石墨片,舟皿可適配最小截面5mm×5mm的異形硬質合金件。石墨片層疊裝置時,頂端與V型槽保持平行,保證段差部分均勻受力,防止部分應力集中導致的開裂。
模塊化擴展
組合式規劃經過螺紋桿銜接多個舟皿單元,合作限位裝置提高疊放氣密性。例如,在燒結異形合金件時,模塊化結構可快速調整裝載空間,削減設備停機時間。
二、熱傳導操控:溫度均勻性與翹曲抑制
W型雙向斜槽的熱對稱性
W型結構使產品受熱愈加均勻,溫差波動≤3℃。在硬質合金長條薄片燒結中,這種規劃可消除部分過熱導致的晶粒異常長大,提高資料韌性。
排氣通槽的氣體引導
槽面設置的排氣通槽引導脫膠氣體沿預訂途徑逸出,防止部分氣壓過高導致的膠體殘留。例如,在氫氣脫膠工藝中,排氣通槽可使膠體殘留率從傳統結構的15%降至2%以下。
Λ形通槽的疊放優化
底面Λ形通槽與槽體結構構成空間互補效應,疊放時上層舟皿的支撐凸起落入基層通槽內,削減垂直方向空間占用。這種規劃使爐內裝載量提高25%以上,同時下降石墨資料消耗約15%-20%。
三、化學維護:防滲碳與抗腐蝕
涂料層阻斷碳浸透
V型槽和石墨片表面涂覆氮化硼等涂料層,厚度不小于0.18mm,可有效阻斷碳浸透。在硬質合金燒結中,防滲碳規劃可防止產品表面硬度下降(滲碳層硬度下降約15%-20%)。
棱角維護槽的邊角防護
底部支撐凸起與槽面交界處設置棱角維護槽,將產品與銳邊觸摸轉為平面觸摸,邊角破損率由傳統結構的5.2%降至0.8%。例如,在燒結釹鐵硼磁體時,棱角維護槽可防止磁體邊角崩裂,提高良品率。
耐腐蝕性氣體環境適配
在SiC外延成長爐中,石墨舟皿需接受1600℃/H2氣氛下的接連運行,HCl氣體腐蝕速率<0.1mg/cm2·h。這種耐腐蝕性保證了外延層厚度波動<±1.5%,滿意第三代半導體制作需求。
四、工藝適配性:多場景使用的中心邏輯
氫氣脫膠與真空燒結
在硬質合金加工中,舟皿需在氫氣氣氛中完結脫膠(500-800℃)和真空燒結(1400-1600℃)。V型槽的排氣規劃可加速膠體蒸發,同時石墨的化學慵懶防止與合金元素反響,保證成分安穩。
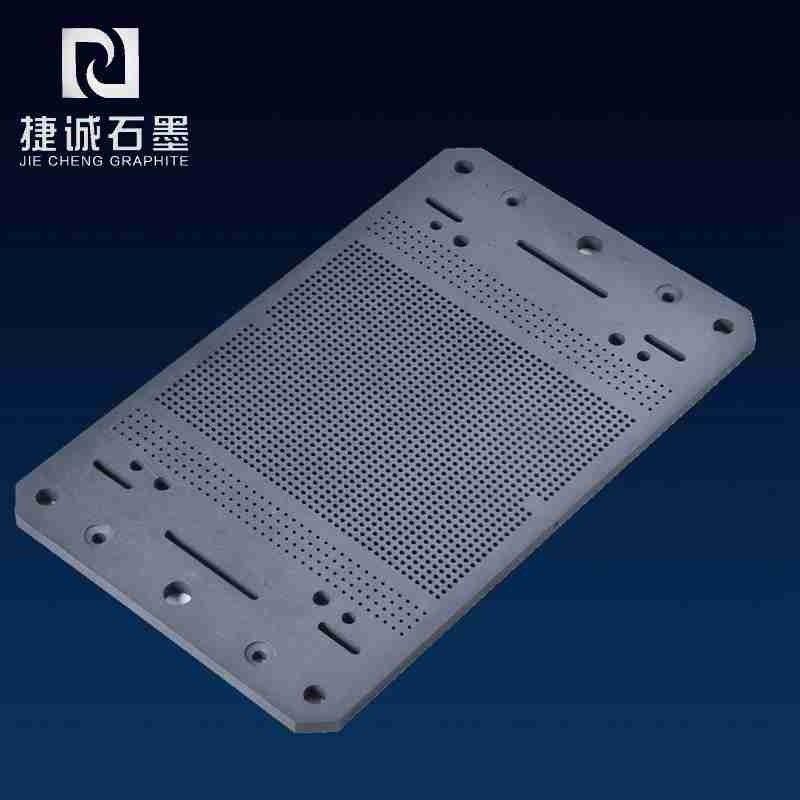
半導體晶圓傳輸
在12英寸晶圓ALD設備中,舟皿需滿意NAS 1638 Class 3級潔凈度標準(每立方米>0.5μm顆粒<1000個)。石墨的表面粗糙度Ra≤0.8μm,合作抗靜電規劃,可防止顆粒污染晶圓表面。
光伏電池片鍍膜
在PERC電池片PECVD工藝中,舟皿需在5分鐘內閱歷室溫→800℃→冷卻的劇烈溫變。其熱導率高達120W/(m·K),可使表面溫差<±2℃,碎片率從0.5%降至0.02%,單線日產能打破7000片。
-

防雷放熱焊接石墨模具,防雷接地焊接石墨模具,防雷石墨模具,放熱焊石墨模具,石墨模具,防雷放熱焊接石墨模具加工
-
二極管殼封裝石墨治具,電子燒結石墨模具,燒結石墨模具,二極管燒結石墨模具,石墨治具,石墨模具生產廠家
-

鐘罩爐石墨盤,石墨盤,銅管燒結石墨盤,燒結石墨盤,石墨盤加工,燒結石墨圓盤,鐘罩爐石墨盤生產廠家
-
電子燒結石墨模具,電子封裝石墨模具,燒結石墨模具,半導體IC封裝石墨模具,石墨模具,石墨模具加工,石墨模具生產廠家
-
粉柱粉環燒結石墨模具,粉柱燒結石墨模具,粉環燒結石墨模具,石墨模具,燒結石墨模具,石墨模具加工,石墨治具,石墨模具生產廠家
-
二極管殼封裝石墨治具,電子燒結石墨模具,石墨模具加工,半導體封裝燒結石墨模具,石墨模具生產廠家